
Measuring..
Page 1 of 2 • 1, 2 ![]()

Measuring..
![]() by Jerry Keefer Sat Jun 20, 2015 11:02 am
by Jerry Keefer Sat Jun 20, 2015 11:02 am
The slide bore is a point of issue and topic recently.. I start by lapping the entire bore to true it and get a consistent end to end dimension..The muzzle end ID for the purpose of a bushing or cone then becomes an automatically known. But the main reason is to have an exact radius of the upper lug area. This dimension is then transferred to the upper lug radius of the barrel.. Now we have two matching radii that mate over a larger surface area, than the small 10/2 spots normally found on barrel fits. Think barrel tester.. The barrel always shoots better in the tester than the gun.. Why..? It is supported better.. So any all effort directed to more barrel support within the gun is beneficial to accuracy.. I like Z class minus gauge pins. I have sets starting at .010 thru .800 That covers just about all imaginable possibilities for the 1911 and most other guns. As I have said numerous times.. You must know where you are, to know where you need to go, when it comes to measuring/dimensions.
Lapping to true and size

Assotment of mapping documents.. As you can see anything pertaining to the job can be written in or added




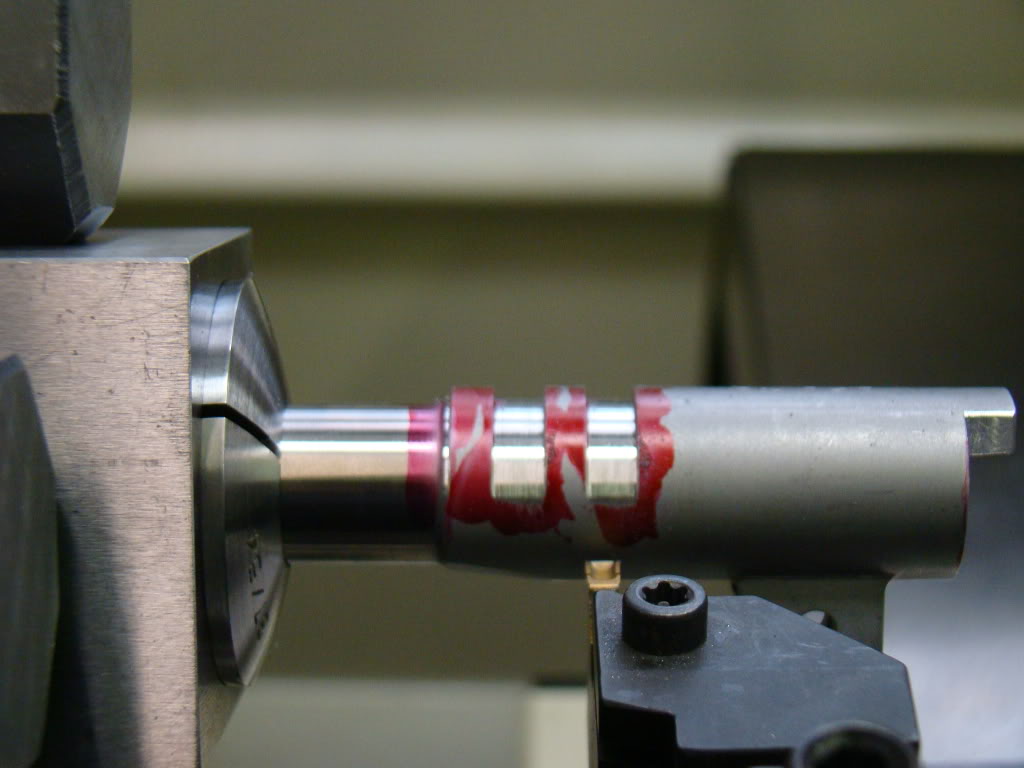
Assorted gauge pin being used to bring a dimension to size.. The "GO/NO GO " process is very accurate. The reason I like minus pins..
In an effort to have maximum contact at lock up, I do not relieve, egg or oblong the bushing bore to accommodate barrel tilt. No need to do that..Clearance in the area of tenths can be run.

Ground radii to match the slide radii and matching the lug shoulders to the slide .

Barrel in the Master Grind lug radius being trued, shoulder locations being adjusted..

Can also be done quite accurately in the lathe..

Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Axehandle- Posts : 877
Join date : 2013-09-17
Location : Alabama
Re: Measuring..
![]() by Froneck Sat Jun 20, 2015 1:10 pm
by Froneck Sat Jun 20, 2015 1:10 pm
I also plot my movements as Jerry but do it on AutoCad. I draw every gun I do in real time so that I can layer the components. By turning the layers on and off I can assemble the components an see how they fit. Using zoom I can make .0001 look like an inch. Might be a bit of over kill but if I decide to make a change I can modify the drawing and see how that effects everything else. Easier that way than machine the change an find it don't work after trying to assemble the gun.
Froneck- Posts : 1624
Join date : 2014-04-05
Age : 76
Re: Measuring..
![]() by Wobbley Sat Jun 20, 2015 1:21 pm
by Wobbley Sat Jun 20, 2015 1:21 pm

Wobbley- Admin
- Posts : 4528
Join date : 2015-02-13
Re: Measuring..
![]() by james r chapman Sat Jun 20, 2015 1:36 pm
by james r chapman Sat Jun 20, 2015 1:36 pm

james r chapman- Admin
- Posts : 6081
Join date : 2012-01-31
Age : 75
Location : HELL, Michigan
Re: Measuring..
![]() by Froneck Sat Jun 20, 2015 8:54 pm
by Froneck Sat Jun 20, 2015 8:54 pm
Jig Grinder I purchased came with quite a few mounted diamond wheels plus they don't have to be dressed as often as Silicon Carbide (Carborundum) I usually do grind with coolant because it keeps the "dust" down, I don't like breathing that stuff.Wobbley wrote:You don't need diamond wheels to grind hard chrome. Good quality carborundum wheels will do. But you do need to use coolant as the heat buildup will cause the underlying steel to turn to martensite and become brittle even with diamond.
Froneck- Posts : 1624
Join date : 2014-04-05
Age : 76
Re: Measuring..
![]() by rich.tullo Mon Jun 22, 2015 9:57 am
by rich.tullo Mon Jun 22, 2015 9:57 am
rich.tullo- Posts : 1916
Join date : 2015-03-27
Re: Measuring..
![]() by Jerry Keefer Mon Jun 22, 2015 10:55 am
by Jerry Keefer Mon Jun 22, 2015 10:55 am
Hmmmm... That's a thought..rich.tullo wrote:You can make a space shuttle in that machine shop.
Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by Froneck Mon Jun 22, 2015 11:20 am
by Froneck Mon Jun 22, 2015 11:20 am
Froneck- Posts : 1624
Join date : 2014-04-05
Age : 76
Re: Measuring..
![]() by Jerry Keefer Mon Jun 22, 2015 11:26 am
by Jerry Keefer Mon Jun 22, 2015 11:26 am
But, it is Bullseye smithing and maybe some DIYers can benefit and foster some ideas.. My days of smithing are running out, and it is the Guild goal is to promote the profession and educate.
Forming the lower lug on a S&W 52 barrel

Early model Weigand fixture modified for the surface grinder. Fully adjustable for repeatability and zero.

Using an ACU-PRO truing block to fit the hood.. The sides can be very accurately done in one set up..

Set up on gauge blocks to adjust the length and angle.

1911 barrel in the fixture

Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by jmdavis Mon Jun 22, 2015 12:05 pm
by jmdavis Mon Jun 22, 2015 12:05 pm
It may be a dumb question, but I am wondering why the surface grinder over the milling machine? Is it the precision required or something else?

jmdavis- Posts : 1409
Join date : 2012-03-24
Location : Virginia
Re: Measuring..
![]() by Jerry Keefer Mon Jun 22, 2015 12:10 pm
by Jerry Keefer Mon Jun 22, 2015 12:10 pm
Control...An endmill requires more force to cut than a grinding wheel.. The grinder can easily work in tenths or less, the mill cannot..jmdavis wrote:Jerry,
It may be a dumb question, but I am wondering why the surface grinder over the milling machine? Is it the precision required or something else?
Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by expendable Mon Jun 22, 2015 12:28 pm
by expendable Mon Jun 22, 2015 12:28 pm
Kurt
expendable- Posts : 90
Join date : 2011-10-01
Re: Measuring..
![]() by jmdavis Mon Jun 22, 2015 12:33 pm
by jmdavis Mon Jun 22, 2015 12:33 pm
Mike
jmdavis- Posts : 1409
Join date : 2012-03-24
Location : Virginia
Re: Measuring..
![]() by Rob Kovach Mon Jun 22, 2015 12:54 pm
by Rob Kovach Mon Jun 22, 2015 12:54 pm

Rob Kovach- Admin
- Posts : 2692
Join date : 2011-06-14
Age : 50
Location : Brooklyn, WI
Re: Measuring..
![]() by Froneck Mon Jun 22, 2015 1:23 pm
by Froneck Mon Jun 22, 2015 1:23 pm
Furthermore As Jerry said the grinder requires less cutting force but the grinding machine is built much better than a standard mill. They are designed to do more accurate work but are limited to particular operations whereas a mill is more universal but less accurate.
Froneck- Posts : 1624
Join date : 2014-04-05
Age : 76
Re: Measuring..
![]() by DavidR Mon Jun 22, 2015 1:25 pm
by DavidR Mon Jun 22, 2015 1:25 pm

DavidR- Admin
- Posts : 3032
Join date : 2011-06-10
Age : 70
Location : NRA:Expert, Georgia
Re: Measuring..
![]() by Froneck Mon Jun 22, 2015 2:51 pm
by Froneck Mon Jun 22, 2015 2:51 pm
Froneck- Posts : 1624
Join date : 2014-04-05
Age : 76
Re: Measuring..
![]() by Jerry Keefer Mon Jun 22, 2015 3:25 pm
by Jerry Keefer Mon Jun 22, 2015 3:25 pm
I simply use a pencil and protractor to draw a 15 degree line on the chuck. Set a parallel on the line for blocking and line the magazine against the parallel.. Add a parallel to the opposite side of the mag for more security, and make the cut as shown. .005/.008 deep usually cleans up nicely and about .350 wide. On the right side the cut will just kiss the upper edge of the mag catch slot. Most magazines will have a witness mark from the bow rubbing the side wall of the magazine..The mag wall is quite thin.. Heat will build up, make the metal expand quickly, and possibly grab the wheel.. use coolant.



Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by Jerry Keefer Mon Jun 22, 2015 3:46 pm
by Jerry Keefer Mon Jun 22, 2015 3:46 pm
Nearly all are to narrow. I swage the bow in several areas to increase the width and then grind the raised metal down to get the perfect fit.. Usually front and rear as shown in the pics.. It keeps the bow from moving up or down as it makes contact with the disconnector. Consistent feel, is the result. I Place a small dot of tig on the front of the bow and grind it down to get the free play I want. The last pic shows the shoe radius being moved to suit the shooter's likes/dislikes







Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by Rob Kovach Mon Jun 22, 2015 4:50 pm
by Rob Kovach Mon Jun 22, 2015 4:50 pm
Rob Kovach- Admin
- Posts : 2692
Join date : 2011-06-14
Age : 50
Location : Brooklyn, WI
DavidR- Admin
- Posts : 3032
Join date : 2011-06-10
Age : 70
Location : NRA:Expert, Georgia
Re: Measuring..
![]() by HenryA Tue Jun 23, 2015 6:56 pm
by HenryA Tue Jun 23, 2015 6:56 pm
Please keep it up.
Thanks for sharing this.
HenryA- Posts : 94
Join date : 2013-08-25
Extractors
![]() by Jerry Keefer Wed Jun 24, 2015 12:53 pm
by Jerry Keefer Wed Jun 24, 2015 12:53 pm
This shows where the extractor needs to be to have the hook free of the rebate angle, as the second picture shows.


A small piece of metal is silver soldered into the slot and machined to pull the hook back. This allows smoother feeding, and relieves the pressure exerted against the base of the cartridge when in lock up.. Being free in lock up aids in accuracy, as the cartridge is not pushed to one side by pressure exerted from the extractor.


Jerry Keefer- Posts : 1001
Join date : 2012-01-02
Location : Maidens, VA
Re: Measuring..
![]() by troystaten Thu Jun 25, 2015 8:26 pm
by troystaten Thu Jun 25, 2015 8:26 pm
troystaten- Posts : 796
Join date : 2012-04-19
Page 1 of 2 • 1, 2 ![]()
» 45acp case length
» Measuring for new bushing
» Measuring crimp.
» Measuring recoil spring rate
|
|
|